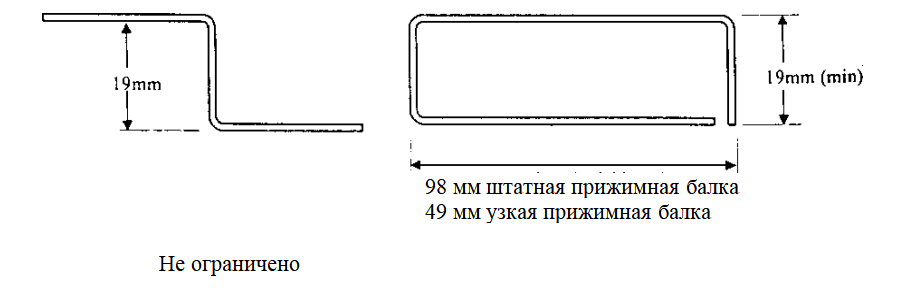
За модели 2000Е и 2500Е
(Използва се стандартна прижимна балка за гибки заготовки с максимална дължина)
| Материал | sТ/sВ | Максимальная дебелина листа | Наименьшая височина буртика | Радиус |
| Мека стомана | 250/320 МПа | 1,6 мм* | 30 мм | 3,5 мм |
| 1,2 мм | 15 мм | 2,2 мм | ||
| 1,0 мм | 10 мм | 1,5 мм | ||
| Алуминий | 140/160 МПа | 1,6 мм* | 30 мм | 1,8 мм |
| 1,2 мм | 15 мм | 1,2 мм | ||
| 1,0 мм | 10 мм | 1,0 мм | ||
| Нержавеющая стомана | 210/600 МПа | 1,0 мм* | 30 мм | 3,5 мм |
| 0,9 мм | 15 мм | 3,0 мм | ||
| 0,8 мм | 10 мм | 1,8 мм |
*) Само с допълнителна пластина, присъединяема към гибочной балке!
За модели 3200Е
(Използва се стандартна прижимна балка за гибки заготовки с максимална дължина)
| Материал | sТ/sВ | Максимальная дебелина листа | Наименьшая височина буртика | Радиус |
| Мека стомана | 250/320 МПа | 1,2 мм* | 30 мм | 3,5 мм |
| 1,0 мм | 15 мм | 2,2 мм | ||
| 0,8 мм | 10 мм | 1,5 мм | ||
| Алуминий | 140/160 МПа | 1,2 мм* | 30 мм | 1,8 мм |
| 1,0 мм | 15 мм | 1,2 мм | ||
| 0,8 мм | 10 мм | 1,0 мм | ||
| Нержавеющая стомана | 210/600 МПа | 0,8 mm* | 30 мм | 3,5 мм |
| 0,65 мм | 15 мм | 3,0 мм | ||
| 0,55 мм | 10 мм | 1,8 мм |
*) Само с допълнителна пластина, присъединяема към гибочной балке!
3.3 НАБОР КОРОТКИХ ПРИЖИМНЫХ ПЛАСТИН Длина:
25;38;52;70;140;280;597;1160 мм
Всички пластини (за комплект 597 и 1160 мм) могат да се свържат за гибки заготовки с дължина от 25 мм до 575 мм.
3.4 ПРОРЕЗНАЯ ПРИЖИМНАЯ БАЛКА
В комплекта на поставката може да бъде включена специална прорезна прижимна балка с пазове с ширина 8 мм и дълбочина 40 мм, позволяваща изготвянето на изделия с дължина не по-малко от 15 мм и не повече от 1265 мм.
За по-дълбоки изделия използвайте набор от къси прижимни пластини.
4.КОНТРОЛЬНЫЕ ПАРАМЕТРЫ ОБОРУДОВАНИЯ
4.1ВКЛЮЧЕНИЕ /ВЫКЛЮЧЕНИЕ ПОЛНОГО ПРИЖИМНОГО УСИЛИЯ
Движение на сгъваемата балка по време на активиране на пълно прижимно усилие, измеряемо в долната част на сгъващата балка 4…6 mm.
Реверсивно движение за изключване на станка.Измерва се в задната част от 90 и трябва да бъде в границите 15 5.
4.2УГЛОВАЯ ШКАЛА
Показания на ъгъла на индикатора, когато подвижната балка е установена на 901.с помощта на инженерния квадрат.
4.3КОРПУС МАГНИТА
Без плоскост на повърхността на магнита max 0,5 mm.Шероховатост на повърхността на магнита max 0,1 mm.
4.3ГИБОЧНАЯ БАЛКА
Без праволинейност на работната повърхност max 0,25 mm.Без прямолинейност на допълнителната балка max 0,25 mm.
4.4ОСНОВНАЯ ПРИЖИМНАЯ БАЛКА
Без праволинейност на сгъваемия край max 0,25 mm.
Височината на повдигането над повърхността на основната балка не е по-малко от 3 мм.
Уверете се, че при установени в положение 1 указатели на опорните балки нейната работна кромка е разположена паралелно на балката и зазорът е 1 мм.
4.5ШАРНИРЫ
Проверете наличието на смазки на валиките и секционните блокиратори.Уверете се, че шарнирите се въртят лесно и свободно на 180 градуса.
Уверете се, че шплинтите шарнири не се въртят и задържат поддържащите гайки.
5.ЕКСПЛУАТАЦИЯ
ВНИМАНИЕНИЕ!
Листогиб «Магнабенд» развива усилие на основното притискане в няколко тонни (см. технически характеристики).Станок е оборудван с две защитни блокировки.Първото осигурява използване на безопасно предварително притискане пред основното запушване, а второто – пускане на прижимната балка на височина 5 mm над повърхността на стола пред включването на магнита.Това осигурява защита от случайно попадане на палци под прижимната балка при включване на електромагнитно притискане.
Само един оператор управлява станция.Никогда не кладите палци под прижимную балку.
5.1НОРМАЛЬНАЯ ГИБКА
Уверете се, че станцията е свързана към мрежовата розетка и е включена.Прижимната балка трябва да се поднима и да се опуска с ръце, разположени слева и справа от стоек.Балка се пуска и поднима с помощта на повдигащи се щифтове, управлявани с тези ръкави.Между напълно пуснатата прижимна и основната балка, в центъра на станка остава зазор 3…4 mm.
Ако повдигащите се щифтове са закрепени в долното положение, освободете ги, поставете назад всяка една ръка (разположена под стойка около стойки) и ги опуснете от себе си.Това трябва малко да прикрепи прижимната балка.За пълното подема балки, потяните ръкавките на себе си до упора.Какво би опуснал прижимната балка, дайте рукоятки назад до упора и отпуснете.Те трябва да се закрепят в задната позиция.
1.Установете дебелината на заготовката с помощта на две винтове, разположени на задната кромка прижимната балка слева и справа.За проверка на зазора поднимете гибочния балк на 90° и измерете междинния ъгъл между краем прижимната балка и повърхността на гибката балка.(За получаване на най-добрите резултати този зазор трябва да бъде малко по-дебели заготовки).
2.Включете заготовката под прижимната балка.(При необходимост можете да установите ограничители).
3.Опустите прижимната балка на заготовката.Това може да се направи с помощта на рукояток, или просто да нажав на прижимната балка.Забележка: вътрешната блокировка гарантира, че станок не се включва, докато прижимната балка не е пусната на 5 mm над повърхността на стола.Ако прижимната балка не се пуска напълно (например, тя се упира в изогнутата заготовка), блокировката може да работи, отключвайки електрическата част на станцията.
4.Натиснете и задръжте един от трите зелени бутона START или използвайте ножовия изключател.Това привежда към прилагането на усилие предварително притискане.
5.Второй рукой поднимите една от гибочных рукояток на малък ъгъл.В резултат се включва микропереключател, задвижващ в действие усилие на основното притискане.Бутонът START (или ножовият изключател) вече трябва да бъде изключен.
6.Начните изпълнение на загиб, нажав на обе рукоятки при достигане на изисквания угла загиба.(Во време на тежки гибочные работы е необходима помощ на асистента).Угол загиба постоянно се показва на градуираната скала, нанесена на правата рукоятка.Обикновено е необходимо да гнете заготовка на няколко градуса по-голямо изискване на угла за осигуряване на последващото изравняване на заготовки.За повторения загиба можете да установите стопор при достижении изискваного угла.Когато движението на подвижната балка промени посоката, станок се изключва автоматично.
В момента на изключване електрическата схема на станцията генерира импулс на обратния поток чрез електромагнит, премахвайки окончателно намагничеността и позволявайки незабавно да се освободи прижимната балка.
За премахване на заготовки поднимете прижимната балка, слегка толкнув я отгоре и установете заготовката за следващото загъване.(При необходимост добавете прижимната балка отгоре при помощта на една от повдигащите се ръкавици).
ВНИМАНИЕ
● За предотвратяване на увреждане на края на прижимната балка или горната повърхност на магнитното преса не поставете мелките предмети под прижимната балка.Минималната препоръчителна дължина на закрепването при използване на стандартна прижимна балка – 15 mm (за случаи на зареждане, когато заготовката е много тонка или мека).
● Усилие притиска магнита по-малко, ако е горещ.Затова за получаване на най-добрата продукция използвайте прижим толкова време, колкото е необходимо за загиба, и не повече.
● Ако сте кратковременно нажали на педала или бутона START, и не сте започнали процеса на гибки, прижимната балка може да остане примагничена в следствие на това, че схемите на размагничване на кондензаторите не са успели да се заредят.За тяхното зареждане в такъв режим са необходими около 10 секунди.Повторно натиснете педала и го задръжте за това време, или началния процес на заготовка.
5.2ИСПОЛЬЗОВАНИЕ ОГРАНИЧИТЕЛЕЙ
Ограничителите се използват удобно при голямо количество загиби, изпълнявани на едно разстояние от края на заготовките.След еднократната инсталация на редица ограничители може да бъде изпълнено всяко количество загиби без необходимост от измерване или разметки заготовки.
Обикновено ограничителите се използват във вид на бруски, разположени по този начин, за да се създаде дълга повърхност, която се съприкаса с краем заготовки.Ако няма подходящи брусков, можете да използвате надставка към гибочной балке.
ПРИМЕЧАНИЕ: Ако е необходимо да поставите ограничители под прижимната балка, заедно с ограничителите, можете да използвате лентата на листовия метал с такава дебелина, че и заготовката.
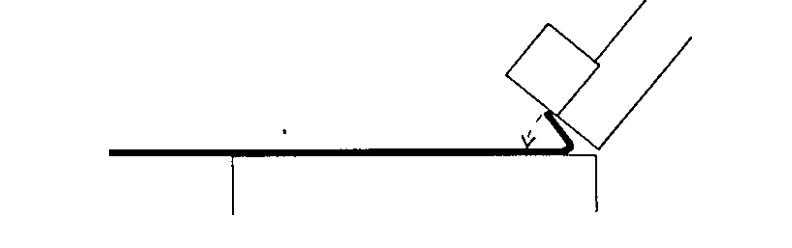
5.3ЗАГИБВАНЕ КРОМКИ
Техниката, използвана за закрепване на краев метален лист, зависи от неговата дебелина и в няколко степени от неговата дължина и ширина.
Тонкие листи (до 0,8 мм)
1.Произвежда се нормално, но изпълнява гибку нужно както можете по-далеч (135).
2.Снимете прижимната балка, металният лист на станке подвинете назад приблизително на 10 мм.След това гибкой балкой произведете «догибку» кромки.(Прижимную балку прилагать не нужно).
Забележка: не се опитвайте да правите узки загиби на толстих метални листове.
3.При работа с толстими метални листове, в случаите, ако кромката не е много узка, възможно е достигането на повече пълно загиба при условия на използване на прижимната балка.
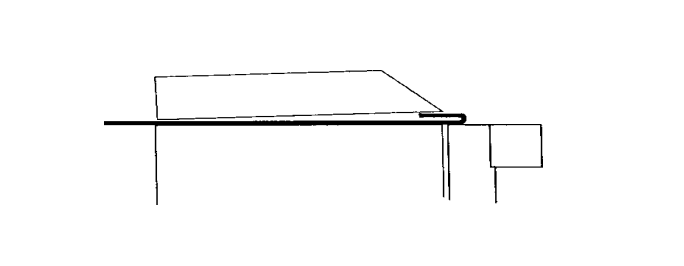
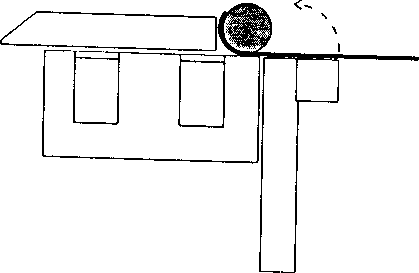
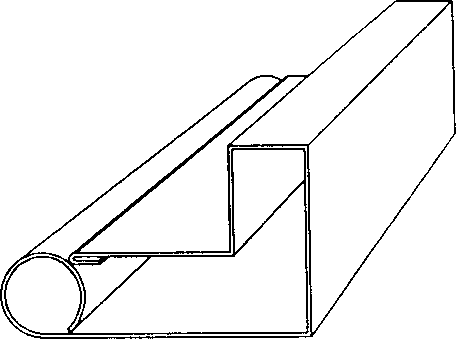
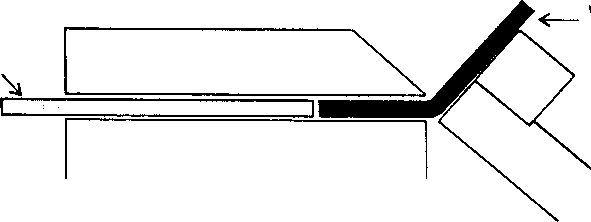
5.4ЗАКРУГЛЕН КРАЙ
Закръглените конци се формират чрез намазване на стоманения лист върху стоманения цилиндр с различна дебелина.
1.Разместете лист метал, прижимна балка и стоманен цилиндр така, както е указано на рисунката.
а) Уверете се, че прижимната балка не прекрива предната страна на станка в точката а , тъй като в този случай магнитният поток преминава през мимо металния цилиндр и стискащата сила ще бъде твърде малка.
б) Уверете се, че металният цилиндър се намира на стоманената предна част на станка и не е на алуминиева, намираща се малко зад.
с) Целът на прижимната балка се изразява в посока на магнитното поле с вътре в металния цилиндр.
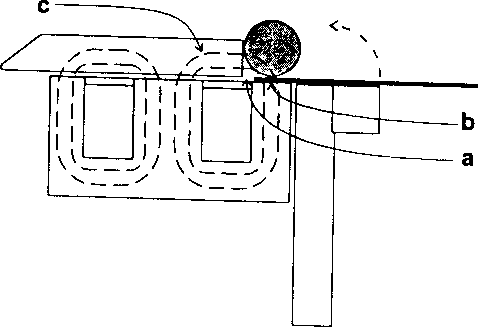
2. Запишете металния лист, както можете по-далеч, след което го преместете както е указано на рисунката.
3.Повторете действие 2, ако е необходимо.
5.5ПРОБЕН МЕТАЛЛИЧЕСКИ СПИСЪК
За целите на по-пълното обозначение с Вашия стан и тези операции, които той може да извърши, се препоръчва да се осъществят действия, описани по-долу:
1.Изберете метален лист от мека сталь или алуминий с дебелина 0,8 mm и изрежете заготовката с размери 335 mm на 200 mm.
2. Разметете линиите на листа метал, както е указано по-долу:
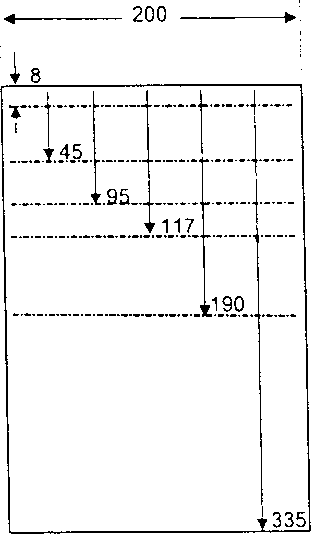
3.Выровняйте линию сгиба 1 и сделайте загиб кромки листа (Смотри Загибание кромки ).
4.Перевернете металния лист и го подвинете под прижимната балка, така че завъртеният край да бъде насочен към вашата страна.Преместете прижимната балка напред и извържете линията на сгъване 2. Затворете заготовката на ъгъл 90.Пробният лист ще изглежда по следния начин:
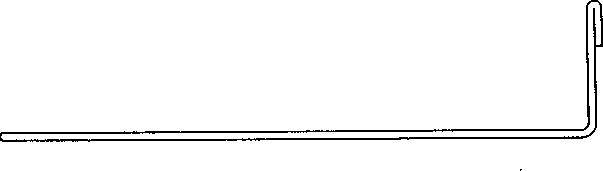
5.Переверните метален лист и направете загиби 3, 4, 5, всеки на ъгъл 90.
6.За завършване на формата заверните оставшаяся част на листа на стоманения цилиндр с диаметър 25 мм.
Изберете прижимните пластини с обща дължина 280 mm и ги разместете, заготовката и стоманения цилиндър, както е указано по-рано в раздела «Закръглен край» .
Задръжте стоманения цилиндр с права ръка и произведете предварителен затвор чрез натискане на бутона СТАРТ с лява ръка.След това с правата ръка потянете ръчката (при този бутон СТАРТ можете да отпуснете).Завърнете заготовката как можете повече
(около 90 ).Преместете заготовката (както е посочено в раздела закруглен край ) и завернете още.Продължете завъртането на листа, докато той не бъде затворен напълно.
Пробна форма готова:
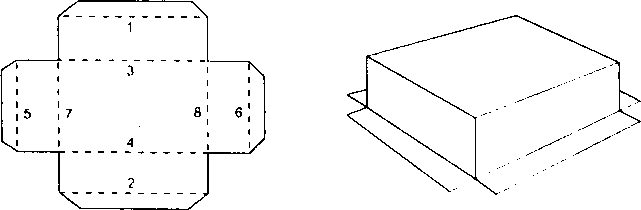
5.6ЯЩИКИ
Съществува много начини за изработка на ящики.«Магнабенд» е идеален за създаване на тази цел, особено когато е необходимо сложни кутии, тъй като използването на къси прижимни пластини значително ускорява изпълнението на сложни сгибове.
5.6.1Простые ящики
1.Направете първите два сгъвания, като използвате дългата прижимна балка като при нормална гибка.
2.Изберете една или няколко къси прижимни пластини и ги разместете както е указано на рисунката.(Не е необходимо точно да ги подбирате по дължината, тъй като изгибът ще бъде изпълнен с по-малки размери на 20 mm граници между притискащите пластини).
За сгъване с дължина до 70 мм, подберете най-голямата пластина, която подойде.За по-голяма дължина на сгъването може да се използва няколко прижимни пластини.Изберете самата дълга пластина, която подхожда, след това още една, която се помещава в образоващия се промежуток и, вероятно, още една за постигане на необходимата дължина.
За многократни сгъвания можете да свържете къси прижимни пластини в една прижимна балка, необходима за вас с дължина.Ако ящиките имат ниски краища и у Вас има прорезна сгъваема балка, възможно по-бързо ще бъдат изработени ящики по този начин, както е указано в раздела Изготовление на подноси .
5.6.2 Ящики със завити вътрешен край
Ящиците със затворени вътрешни краища могат да бъдат изработени с помощта на стандартен набор от прижимни пластини по този начин, ако измереното измерение е по-голямо от ширината на самата прижимна пластина (98 mm).
1.Използвайки щатната прижимна балка, изпълнете сгиби 1,2,3 и 4.
2.Изберете късата прижимна пластина (или, възможно, две-три пластини, свързани заедно).Ее дължината трябва да бъде короче, по крайната мярка на дебелината на загиба, каквато е ширината на самата кутия (което след това може да бъде извадено).Сделайте сгиби 5,6,7 и 8.
5.6.3Ящики с отделни краища.
Ящик, изработен с отделни краища, има редица предимства:
-on икономит материал, ако в ящика дълбоки края
-в този случай не надо подгонять углы
-всички разрези могат да бъдат направени с помощта на гильотини
-всички сгиби могат да бъдат направени с помощта на щатната прижимна балка.
И ред недостатъци:
-необходимо да правим повече сгибов
-по-голямо количество углов трябва да бъде свързано
-более метални углов и крепления се виждат на готовия ящик.
За изработване на такъв ящик е необходимо:
1. Подготовка на формата, както е указано на рисунката.
2.Сделать първите четири сгиба на основната заготовка.
3.Затем изпълнете четири сгиба на всяка от бокови заготовки.При изпълнението на всяка сгиба вставете узкия край на боковата заготовка под прижимната пластина.
4.Соберите ящик.
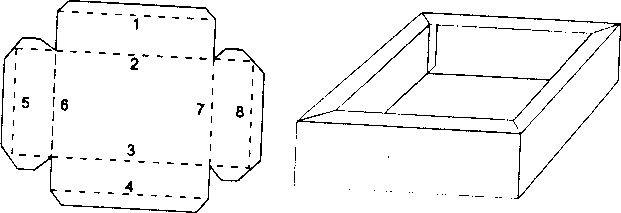
5.6.4Ящики с прости углами
Ящици с прости ъгли и изпъкнали загиби са прости в изработката, ако дължината и ширината са по-големи от ширината на най-малката прижимна пластина (98 mm).
1.Подготовьте форму.
2.Използвайки щатната прижимна балка, направете сгиби 1,2,3 и 4.
3. Поставете края на заготовките под прижимната балка за изпълнение на сгибове 5 и 6.
4.Използвайки подходящи къси прижимни пластини, изработете сгиби 7 и 8.
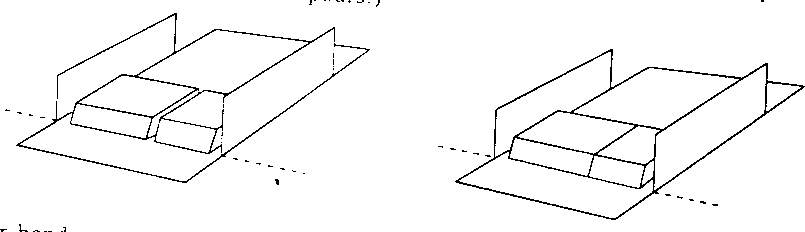
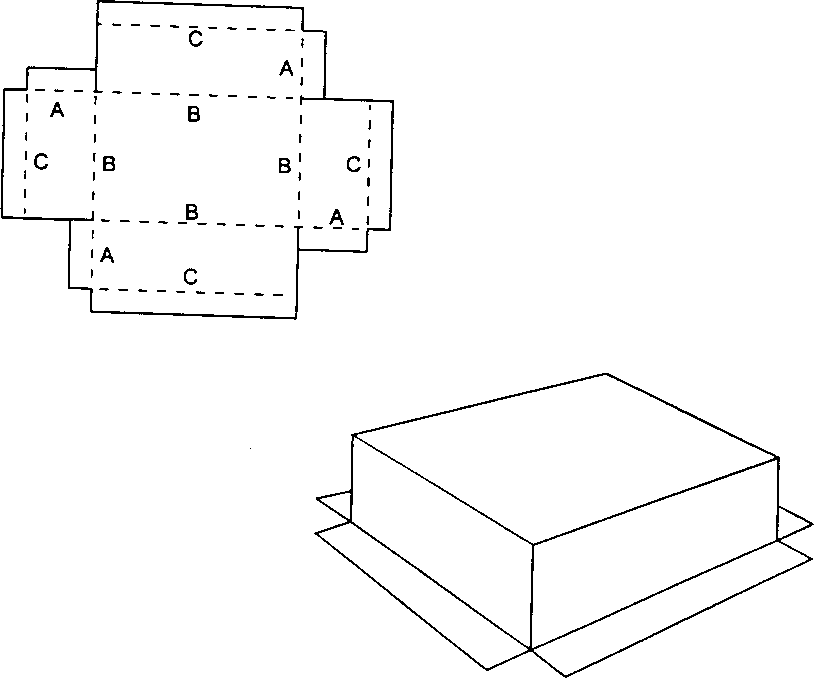
5.6.5Ящик с перекрывающимися углами
При изработването на такъв ящик без използване на отделни краев е необходимо да се спазва правилната последователност на сгибовете.
1. Подгответе формата с разметка сгибов, както е указано на рисунката.
2.С едната страна на дългата прижимна пластина изпълнете всички сгиби А под углото 90.Това е по-добре да се направи, подставяйки загибаемите краища под прижимната пластина.
3.С този край на дългата прижимна пластина сделайте сгиби В под углото 45.Старайтесь да оставяте под прижимната пластина не дно ящика, а неговия край.
4.С другата страна на дългата прижимна пластина сделайте сгибы С под углото 90.
5.Използвайки подходящи къси прижимни пластини, завършете сгибите В до угла 90.
6.Съедините угли.
Помнете, че дълбоките ящики е по-добре да изготвите с отделни краища.
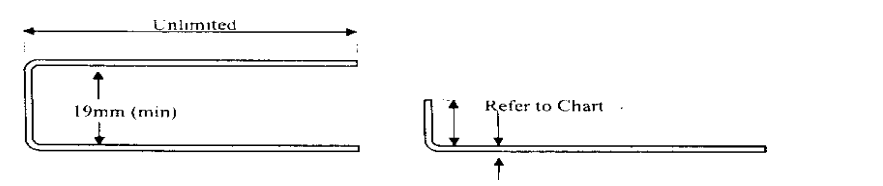
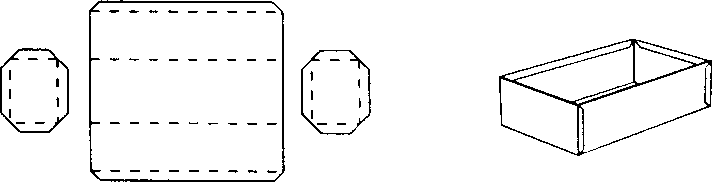
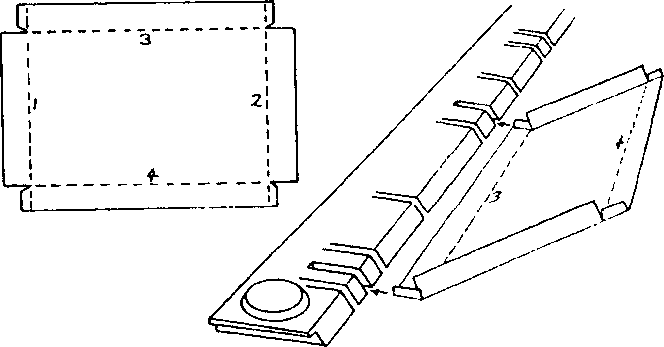
5.7ПРОРЕЗНАЯ ПРИЖИМНАЯ БАЛКА Изготовление на подносов
Прорезната прижимна балка, ако е включена в комплекта поставки, е идеална за бързо и точно изработване на мелки подноси и поддони.Предимството на прорезната балка пред набора от къси пластини се състои в това, че сгъваемата линия автоматично се изравнява със станком.Тем не менее, късите прижимни пластини могат да бъдат използвани за изработване на подноси с неограничена дълбочина и, във всяко сомнение, по-добре се използват за изработване на сложни форми.
Пази са разположени по този начин, за да се изготви поднос на размери, посочени в раздела технически характеристики с поправка плюс-минус 10 mm.При изработването на подноса ви следва да изберете и да използвате два паза, разстоянието между които съответства на размера на изготвения поднос.
За изработка на мелко (недълбоко) подноса
1.Загните две противоположни страни и уголки, използвайки прорезную прижимную балку, не обръщайки внимание на пази, те няма да имат влияние върху качеството на сгибовете.
2.Затем изберете два паза, между които ще загибаете останалите се две страни.Това се прави много лесно и удивително бързо чрез подбора на две пазове, отдалечени от друг на необходимото разстояние.
3.Когато установите края на подноса под прижимната балка между две избрани пази, произведете останали сгиби.Ранее загнутите страни влизат в избраните Вами пази, когато последните сгиби бъдат завършени.
При изработването на подносите, дължината на които почти достига дължина на прижимната балка, вероятно следва да се използва вместо паза един от нейните конци.
5.8ОГРАНИЧИТЕЛИ (УПОРИ) Използване на ограничители
Ограничителите се използват в тези случаи, когато е необходимо да се направи голямо количество сгибове, всички от които трябва да се намират на едно разстояние от края на заготовките.След правилното инсталиране на ограничителите всяко количество сгибове може да бъде произведено без допълнителни измервания и разметки заготовки.
Обикновено се използват ограничители, когато пластината се разполага срещу тях, за да се образува достатъчно пространство за изравняване на крайните заготовки.Каквато и да е специална допълнителна плоча не влиза в комплекта на поставките, но можете да използвате удължаващия гибочный балки.
Забележка: ако е необходимо да се постави ограничител под прижимната балка, това може да бъде направено чрез съвместно използване на ограничителя и лентите на металния лист с такава дебелина, каквато и самата заготовка.
5.9ТОЧНОСТЬ
Проверка на точността на Вашето състояние
Всички работни повърхности «Магнабенд» трябва да бъдат равни и гладки с допустима погрешност до 0,2 mm по цялата повърхност.
Най-важните аспекти:
1.Ровност на работната повърхност сгибающей балки.
2.Ровност сгибающего края прижимной пластины.
3.Паралелност на тези две повърхности.
Тези повърхности могат да бъдат проверени с точен прямоугольник, но съществува и друг метод за съотнасяне на тези повърхности по отношение на друг към друг.За това:
1.Завъртете гибочната балка на 90 и я задръжте в тази позиция.(Балката може да бъде закрепена в тази позиция чрез инсталиране на задния ограничител на задната страна на угловия ползунка на ручки).
2.Проверете разстоянието между сгъваемия краем прижимната балка и работната повърхност на гибката балка.Използвайки настройките на опорната прижимна балка, установете това разстояние с размер 1 mm на всеки край.(Използвайте кусочек на металния лист или щуп).
Уверете се, че разстоянието единаково на цялата протяжност на прижимната балка.Разходите трябва да бъдат не повече от 0,2 mm.Самото разстояние трябва да бъде не повече от 1,2 мм и не по-малко от 0,8 мм.(Ако настройките показват различни величини, преустановете ги както е указано в раздел Обслужване и вход .
Забележка:
а) Прямолинейността на прижимната пластина по вертикала (на вид напред) не е важна, тъй като тя се изравнява след включване на натискащата сила на магнитния поток.б) Разстоянието между подвижната балка и корпуса на магнита, когато балката е в обичайната си позиция, трябва да бъде около 2 3 mm.Това разстояние не влияе върху точността на гибки.
с) «Магнабенд» може да изпълнява остри сгиби и по-тънки листове, както и такива материали като алуминий и мед.В същото време при гибке повече толсти листове, а също и такива материали, като обикновена и нержавеща стомана, не планирате получаването на острых углов.(Смотрите раздел Технически характеристики ).
d) Еднообразие на сгъване на по-високите листове може да се използва чрез изхода на този лист, от който е изрезана заготовка за запълване на свободните пространства под прижимната балка.
6. ОБСЛУЖИВАНИЕ И УХОД Работни повърхности
Ако на работните повърхности се появи налет ржавчини, тя се окисли или повреди, тя може да се възстанови.Повърхностите в този случай трябва да се обработят шкурка R200, след което да се нанесе специално защитно покритие, например CRC 5.56 или RP7.
Смазка петел гибочной балки
Ако «Магнабенд» се използва постоянно, необходимо е да се смазват петли ежемесечно.Ако станок се използва не много често, смазването на тези детайли може да се произведе режемо.
Два отвора за смазване се намират на основната шарнирна плитка петли.Сферичната опорна повърхност също трябва да бъде смазана.
Настройки
Настройките в опорите на щатната прижимна балка са предназначени за инсталиране на зазора в зависимост от дебелината на заготовката, между сгъваемия краем прижимната балка и подвижната балка.Настройките са инсталирани на завода и съответстват на заготовката с дебелина 1 мм в позиция «1» .Ако тези инсталации са сбити, трябва да направите настройката в следващия ред:
1.Удерживайте гибочную балку в положение 90 градуса.
2. Поставете кусочек листовия метал с дебелина 1 mm на всеки край между сгъваемия краем прижимната пластина и сгъваемата балка.
3.Не обръщайте внимание на разметката, въртящи се ручки за регулиране на опорите, слегка зажмите кусочки метал между сгъваемия краем прижимната балка и гибочной балкой.
4.Използвайки специален 3 mm шестигранен ключ, осторожно отслабете инсталационния винт за освобождаване на пръстена с насечка от една опора.След това завъртете пръстена по този начин, за да насечка показа 1 .Проделайте това без връщане на вътрешния корпус.Затяните установочный винт.
5.Повторете те же действие за втората опора.
Подпружиненные шарови петки опора могат да залипат, ако в тях попадне грязь.Ако това се случи, устранете проблема чрез надавливания и отпускане на петки опори тупим предмет при едновременно смазване на проникващата му смазка от типа WD-40.
7.ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ
7.1 За определяне на характера на неизправностите извършете следните операции:
1.Убедете се, че храненето на станцията е включено, чрез визуален контрол на индикаторната лампа за изключване на захранването.
2.Если храненето е включено, но станок не работи и при това се нагрява катушка електромагнита, възможно е, сработи термопредпазител.В този случай подождите, докато станок остинет (около получаваса), след това повторете опитку.
3. Двуручният вграден механизъм за осигуряване на безопасност пуска изисква, за да натиснете бутона СТАРТ до това, което сте започнали процеса на гибки.Ако първо сте потянали ръчката, станок работи не ще.Това може да се случи и в случай, ако подвижната балка е значително смещена от началното положение.В този случай пред запуском установете я в крайно долно положение.Ако проблема се повтори, то възможно, ричаг на угловия изключател се нуждае в настройката.
4.Неправилна работа бутони СТАРТ.Опитайте да запуснете станок ножной педаллю пуска.
5.Ако храненето е включено, но станок не работи, също проверете съединението на електронния модул и катушки електромагнита.
6.Если при натискане на бутоните «СТАРТ» не се извършва предварително натискане на балки, но при поднятие на ръчки на гибки балки (в началото на процеса на гибки) се включва основният натиск и при отпуснатия бутон «СТАРТ» не се включва, това се нуждае от замяна на кондензатор 15 mF.
7.Если работи вътрешен автомат за защита на електросети, най-вероятната причина е неизправността на изправителя.
7.2Осъществява се лек (предварителен), не пълен прижим:
1. Убедете се, че микропереключателят, разположен в района на една от петел гибочной балки, работи правилно.Его включване произвежда квадратной латунной
деталью – толкателем, свързан към механизма на индикацията на угла.При поднятии ручки.гибочная балка се върти и предава връщане на толкателя, толкателят включва микропереключател вътре в електронния модул.Преместете ръчката напред и назад.Трябва да слишите щелчки микропереключателя.Ако щелчков няма, преместете гибочната балка по този начин, за да е видно толкател.Преместете балку вгоре – надолу, толкателят трябва да се върти в отговор на своето движение (пока не влезе в затваряне с ограничител).Ако това не се случи, възможно е, че е необходимо повече сцепляющая сила с осью.Това, като правило, е свързано с два болта М8 на краищата на толкателя, които не могат да бъдат затегнати до края.Ако толкателят се върти и добре влиза в зацепването, но не включва микропереключателя, той се нуждае от регулиране.За това изключете станцията от мрежата, а след това снимете панела с електрически входове.Моментът на включване може да бъде регулиран с връщане на болта, който преминава през толкател.Този болт трябва да бъде регулиран по този начин, за да бъде микропревключвателят щелкал, когато долният край на подвижната балка се издига на разстояние около 4 mm (регулирането също може да бъде произведено чрез сгъване на ръчния микропревключвател).
2.В случай, ако микропереключателят не работи при исправен толкател, той се нуждае от замяна.
3. Ако вашият станок е оборудван с помощен превключвател, убедете се, че той е поставен в положение НОРМАЛНО.В позицията на AUX CLAMP станок ще се използва само предварителен зажим.
7.3Зажимът се произвежда добре, но прижимната балка не се припокрива след изключване на станка.
Това показва неисправност размагничивающей цепи.Най-вероятната причина е изход от строя резистор 6,8.Също така проверете всички диоди и изключете възможното «залипане» на контактите в релето.
7.4Станок не сгъва листа с голяма дебелина.
1.Убедете се, че дебелината на метала и дължината на линията на гиба отговарят на техническите характеристики на Вашето покритие.Също така проверете, за да при сгъване на 1,6 mm заготовки удлинителната пластина плътно прилегнала към гибката балка по цялата дължина без степени и минималната височина на загъваното бортико съставлява не по-малко от 30 mm.Това означава, че не по-малко от 30 мм метален лист излиза за края на прижимната балка.Повече ниски бортики могат да се правят в тези случаи, когато дължината на гиба е короче дълга станция.
2.Если обработваемият лист метал не запълва пространство под прижимната балка на цялата дълбочина, това може да се повлиява на работната станция.За по-добър резултат запълнете свободното пространство с ленти от листов метал, чиято дебелина е равна на дебелината на обработваната заготовка.За по-добро притискане използвайте полоси от стали, дори ако самата заготовка не е стабилна.
Това също е най-добрият начин да направите къс бортик на заготовката.
8. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Изготовителят гарантира качествено производство и работа на станка за гибки
«Магнабенд» и аксесоари към него.Срокът на гаранцията е 12 месеца за деня на продажбата.
Нашите задължения в рамките на гаранции ограничени ремонт или заменени неизправни възли и агрегати и не се разпространяват върху щети, причинени в резултат на неправилно използване на това оборудване.
Тази гаранция не се разпространява в случаите на излизане на оборудване от строя, които са свързани с използване на станцията не по назначение, небрежно или неправилно неговото използване, както и порче оборудване по време на транспортиране.Включват се също случаи на непредусмотрен ремонт на оборудване и нарушения, изисквани от тази инструкция.
Възвратът на оборудването трябва да се реализира в съответствие с правилата за доставка.
Запълнител за информация:
Модел Серийный номер Дата на покупка
Адрес и име на дилера
Приложение 1.
Минимално допустим радиус на изгъване за детайли от стоманения лист.
AWF 7965 DIN 6935 (10.75)
| Максимальная дебелина в мм | 0,4 | 0,6 | 0,8 | 1,0 | 1,5 | 2,5 | 3,0 | 4,0 |
| Стал с минимален предел прочности на разрив N |mm² | Минимално допустим радиус на изгиба в мм | |||||||
| до 390 | 0,6 | 0,6 | 1,0 | 1,0 | 1,6 | 2,5 | 3,0 | 5,0 |
| 390 … 490 | 1,0 | 1,0 | 1,6 | 1,6 | 2,0 | 3,0 | 4,0 | 5,0 |
| 490 … 640 | 1,6 | 2,5 | 2,5 | 2,5 | 2,5 | 4,0 | 5,0 | 6,0 |
Приложение 2.
ЭЛЕКТРОСХЕМА
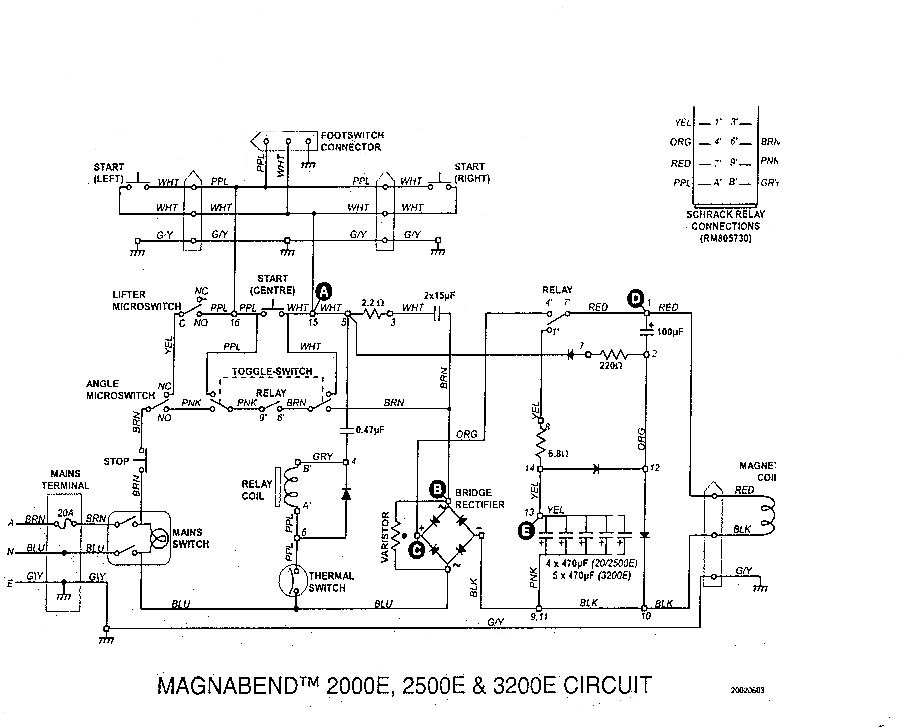
| Таблица за контрол на напрежението | |||||
| АС (V) | DC (V) | ||||
| Измерять спрямо провода | Голубой | Черный | |||
| Контрольная точка | A | B | C | D | Е |
| Режим «предварителен прижим» | 240 | 25 | +25 | +25 | -300 |
| Работен режим | 240 | 240 | +215 | +215 | -340 |
ВНИМАНИЕ:
При свързване спазвайте фазировката:
-коричневый провод – фаза;
-голубой провод – нол;
-зелено-желтый провод – земя.
Време на публикуване: 13 септември 2022 г