След много искания сега добавям подробни чертежи на безцентровите панти Magnabend към този уебсайт.
Моля, имайте предвид обаче, че тези панти са твърде трудни за изработка за еднократна машина.
Основните части на пантата изискват точно отливане (например чрез инвестиционния процес) или машинна обработка по NC методи.
Любителите вероятно не трябва да се опитват да направят тази панта.
Производителите обаче може да намерят тези чертежи много полезни.
(За по-лесна за производство панта се препоръчва наскоро разработената HEMI-HINGE. Вижте пълно описание и чертежи тук).
БЕЗЦЕНТРЪЛНАТА СЪЕДИНЕНА ПАНТА Magnabend е изобретена от г-н Джеф Фентън и е патентована в много страни.(Патентите вече са изтекли).
Дизайнът на тези панти позволява машината Magnabend да бъде напълно отворена.
Огъващата греда се завърта около виртуална ос, обикновено малко над работната повърхност на машината, и лъчът може да се върти на цели 180 градуса.
На чертежите и изображенията по-долу е показан само един комплект панти.Въпреки това, за да се дефинира оста на панта, трябва да се монтират поне 2 комплекта панти.
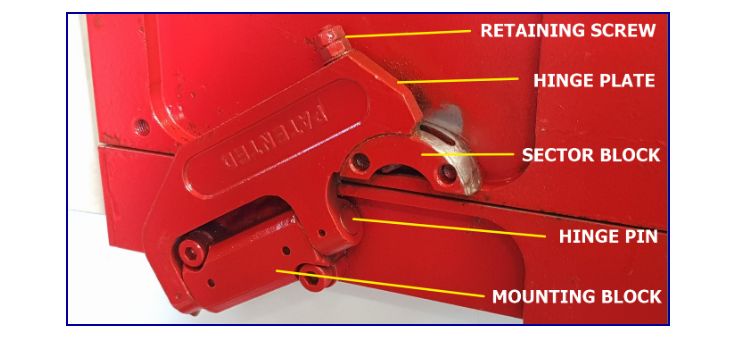
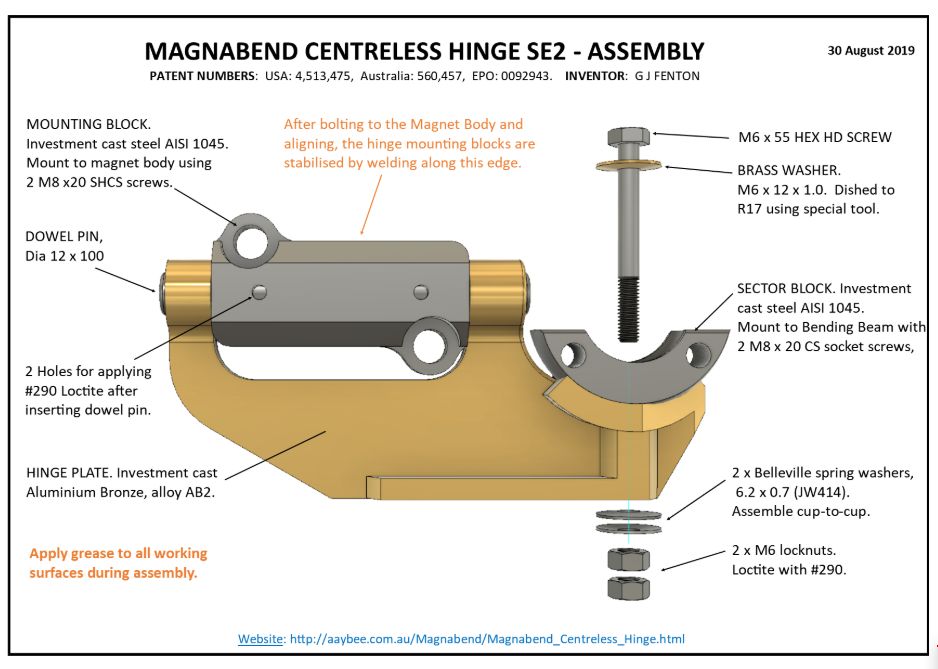
Монтаж на пантата и идентификация на частите (огъваща греда на 180 градуса):
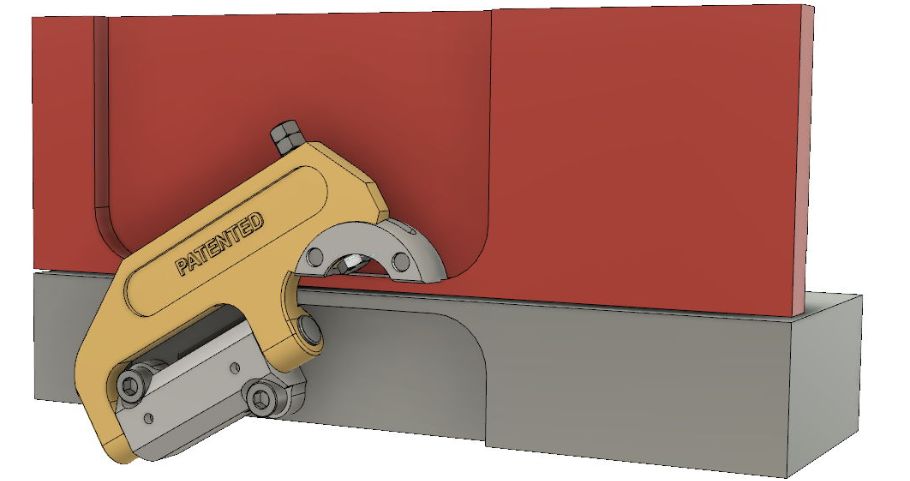
Панта с огъваща се греда в позиция на приблизително 90 градуса:

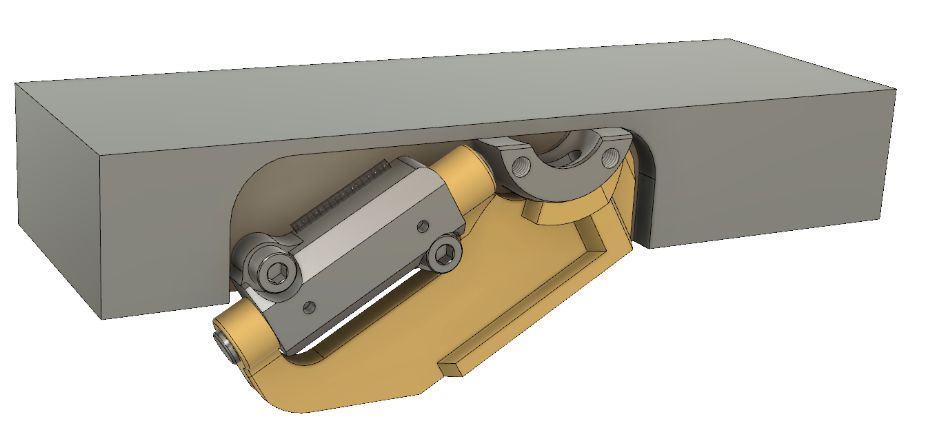
Монтирана панта - 3Dмодели:
Диаграмата по-долу е взета от 3-D модел на пантата.
Като щракнете върху следния файл "STEP": Mounted Hinge Model.step ще можете да видите 3D модела.
(Следните приложения ще отварят .step файлове: AutoCAD, Solidworks, Fusion360, IronCAD или в „програма за преглед“ за тези приложения).
С отворен 3D модел можете да гледате частите от произволен ъгъл, да увеличавате, за да видите детайли, или да накарате някои части да изчезнат, за да можете да видите други части по-ясно.Можете също да направите измервания на всяка от частите.
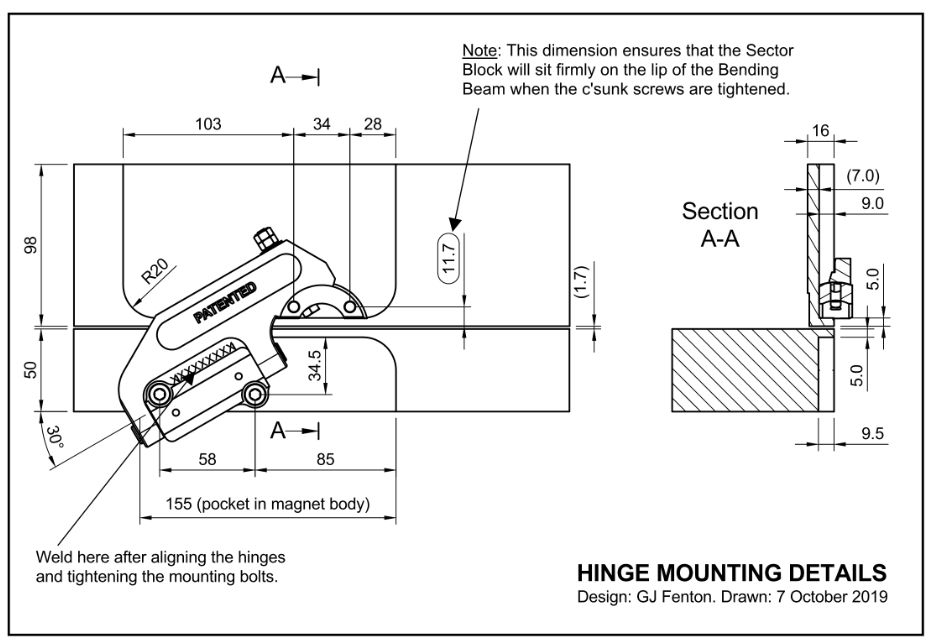
Размери за монтаж на пантата:
Монтаж на панти:
Кликнете върху чертежа за увеличен изглед.Щракнете тук за pdf файл: Hinge Assembly.PDF
Подробни чертежи:
Файловете с 3D модели (STEP файлове), включени по-долу, могат да се използват за 3D печат или за компютърно подпомагано производство (CAM).
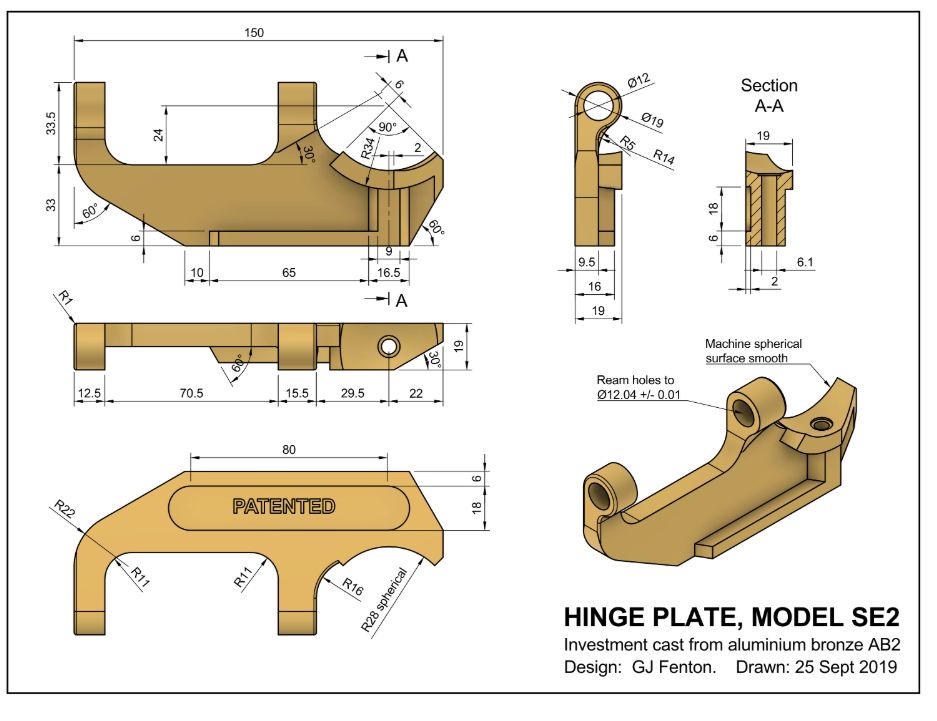
1. Панта:
Кликнете върху чертежа за увеличен изглед.Щракнете тук за pdf файл: Hinge Plate.PDF.3D модел: Панта.стъпка
2. Монтажен блок:
Кликнете върху чертежа за уголемяване.Щракнете тук за pdf файл: Mounting_Block-welded.PDF, 3D модел: MountingBlock.step
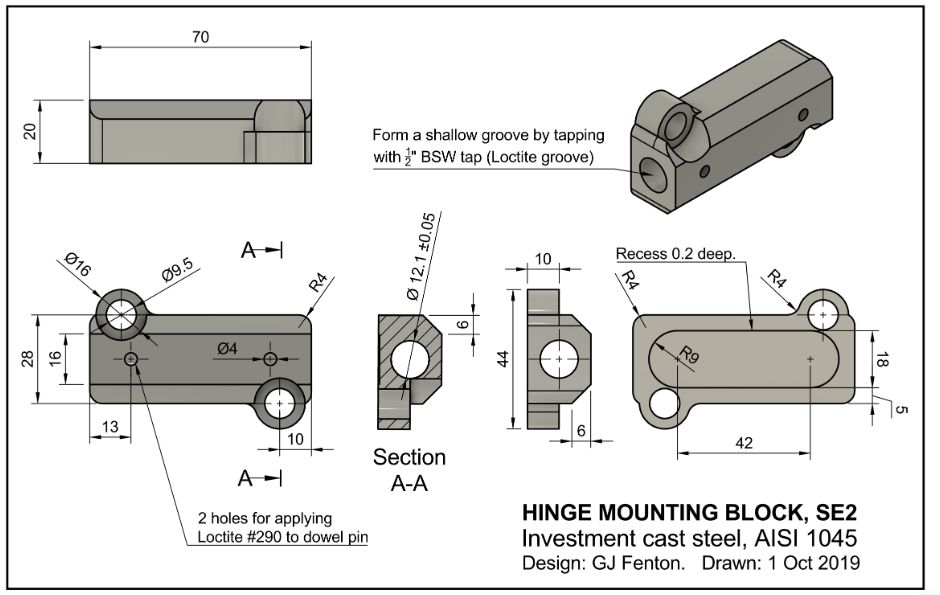
Материалът на монтажния блок е AISI-1045.Тази високовъглеродна стомана е избрана заради високата си здравина и устойчивост на огъване около отвора на щифта на пантата.
Моля, обърнете внимание, че този монтажен блок на пантата е проектиран да бъде стабилизиран чрез заваряване към тялото на магнита след окончателното подравняване.
Обърнете внимание и на спецификацията за плитка резба в отвора за щифта на пантата.Тази резба осигурява канал за фитил Loctite, който се прилага по време на сглобяването на пантата.(Щифтовете на пантите имат силна тенденция да се раздвижват, освен ако не са добре заключени).
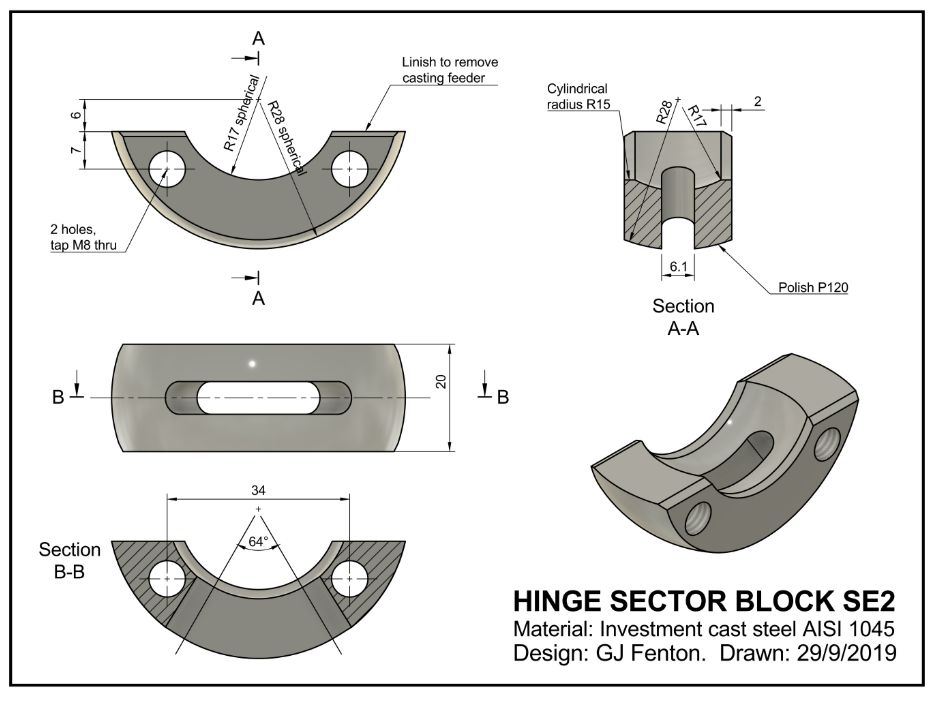
3. Секторен блок:
Кликнете върху чертежа за увеличен изглед.Щракнете тук за pdf файл: Sector Block.PDF, 3D Cad файл: SectorBlock.step
4. Щифт на пантата:
Закален и шлифован прецизен стоманен дюбел.

ЗАКРИВАНИ ПАНТИ
В чертежите и моделите по-горе пантата е закрепена с болтове към огъващата греда (чрез винтовете в секторния блок), но закрепването към тялото на магнита разчита на болтове И заваряване.
Пантата ще бъде по-удобна за производство и монтаж, ако не се изисква заваряване.
По време на разработването на пантата открихме, че не можем да постигнем достатъчно триене само с болтове, за да гарантираме, че монтажният блок няма да се изплъзне, когато се прилагат големи локализирани натоварвания.
Забележка: Самите стебла на болтовете не предотвратяват приплъзването на монтажния блок, тъй като болтовете са в големи отвори.Необходим е хлабина в дупките, за да се осигури регулиране и малки неточности в позициите.
Въпреки това ние доставихме напълно завинтени панти за набор от специализирани машини Magnabend, които бяха проектирани за производствени линии.
За тези машини натоварванията на пантите бяха умерени и бяха добре дефинирани и по този начин закрепените с болтове панти работеха добре.
На диаграмата по-долу монтажният блок (син цвят) е проектиран да приема четири болта M8 (вместо два болта M8 плюс заваряване).
Това беше дизайнът, използван за производствената линия на машините Magnabend.
(Направихме около 400 от тези специализирани машини с различна дължина главно през 90-те години).
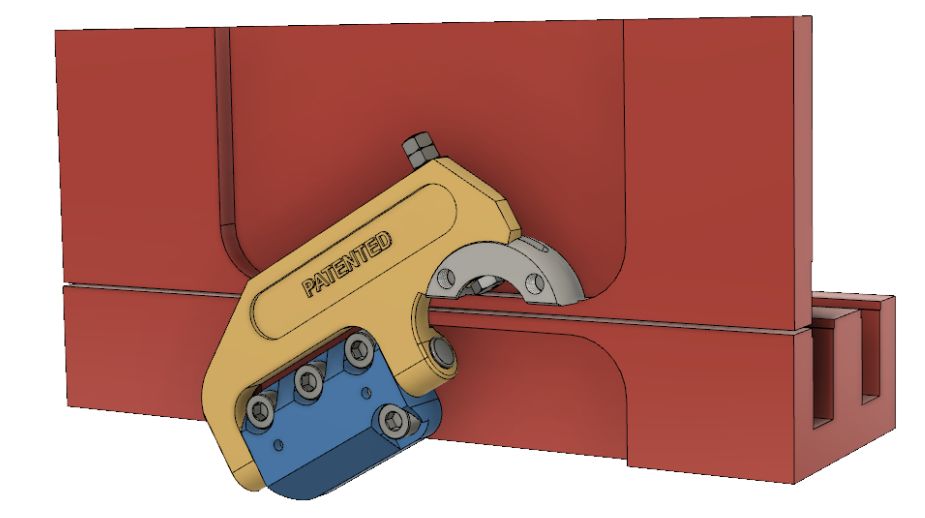
Моля, обърнете внимание, че горните два болта M8 се забиват в предния полюс на тялото на магнита, който е с дебелина само 7,5 mm в областта под джоба на пантата.
Поради това тези винтове не трябва да надвишават 16 мм дължина (9 мм в монтажния блок и 7 мм в тялото на магнита).
Ако винтовете бяха по-дълги, те биха се сблъскали с намотката на Magnabend и ако бяха по-къси, тогава щеше да има неадекватна дължина на резбата, което означава, че нишките може да се оголят, когато винтовете се затягат до препоръчителното им напрежение (39 Nm).
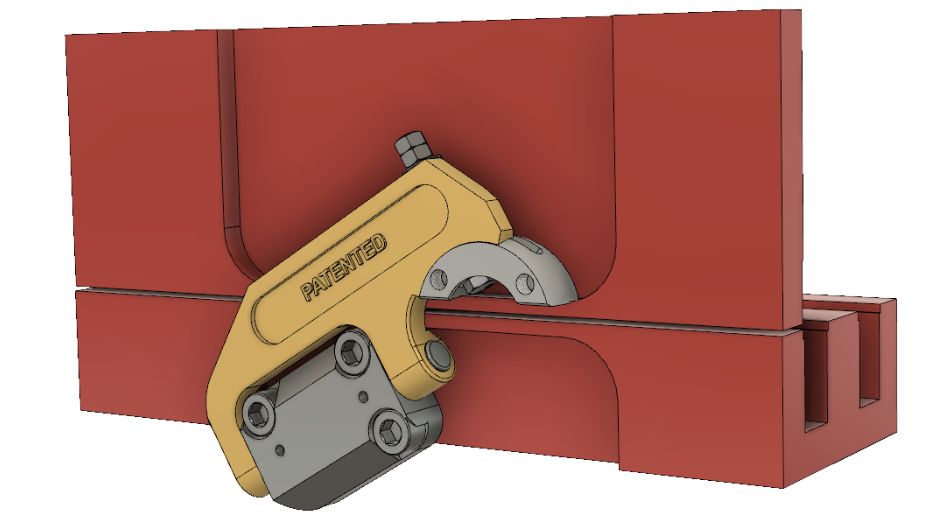
Монтажен блок за M10 болтове:
Направихме някои тестове, при които отворите на монтажния блок бяха разширени, за да приемат болтове M10.Тези по-големи болтове могат да бъдат затегнати до по-голямо напрежение (77 Nm) и това, комбинирано с използването на Loctite #680 под монтажния блок, доведе до повече от достатъчно триене, за да се предотврати приплъзване на монтажния блок за стандартна машина Magnabend (означена за огъване до 1,6 mm стомана).
Този дизайн обаче се нуждае от известно усъвършенстване и повече тестове.
Диаграмата по-долу показва пантата, монтирана към тялото на магнита с 3 x M10 болта:
Ако някой производител желае повече подробности за напълно завинтена панта, моля, свържете се с мен.
Време на публикуване: 12 октомври 2022 г